What is a Foam Energy Absorber?
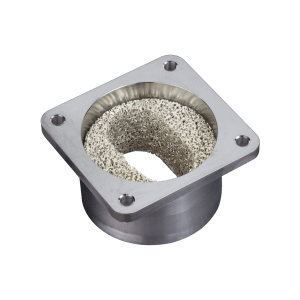
An energy absorber is a material or device that dissipates kinetic energy and is commonly used to protect fragile objects such as sensitive equipment and payloads. A vehicle bumper, for example, is an energy absorber that protects the vehicle’s occupants in the event of a collision/crash. A Duocel® Energy Absorber is typically made from Duocel® Aluminum Foam or Duocel® Carbon (RVC) Foam.Refer to the Energy Absorption page for more technical information.
How does a Duocel® Energy Absorber work and what are its advantages?
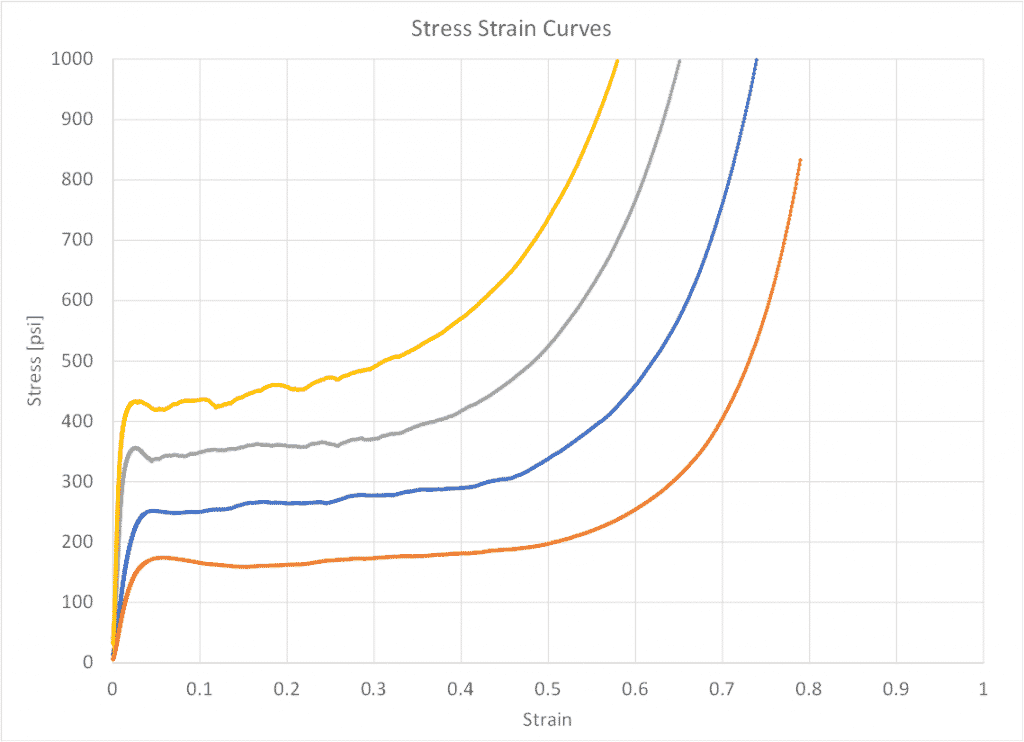
When a force or load is applied to Duocel® Metal Foam, it permanently deforms and compresses; densifying as its pores collapse and its ductile ligaments bend and buckle. Conversely, Duocel® Carbon (RVC) Foam’s ligaments are brittle and crumble under a compressive load.Some benefits of a Duocel® Energy Absorber include:
- High strength-to-weight ratio – Duocel® is lightweight due to its porous structure while maintaining many of the properties, including strength, of its parent material (e.g., aluminum).
- Controlled strength and stress-strain behavior – The properties of Duocel®, such as relative density and heat treat condition, can be tailored for specific mechanical performance requirements.
- Isotropic compression – Duocel® deforms and compresses uniformly regardless of the load/impact direction.
- Resistant to harsh environments – Duocel® is made from robust materials that can withstand extreme temperatures, humidity, chemicals and liquids, atmosphere/vacuum conditions, etc.
- No sharp spike in yield strength – This behavior can be mitigated by adjusting the properties of Duocel®.
- Custom shapes to optimize size and weight – Duocel® can be fabricated to a specific geometry to conform to design requirements.
What are some example applications of a Duocel® Energy Absorber?
Duocel® foam is used as an energy absorber in various industries and applications, including:
- Aerospace
- Aircraft impact protection
- Bird strike protection
- Pyrotechnic hardware containment (e.g., explosive bolts)
- Latch release mechanism containment
- Micrometeoroid shields
- Defense
- Military vehicle seating
- Explosive ordnance disposal (EOD)
- Scientific
- Nuclear material shipping containers
- Instrument protection
- Commercial
- Vehicle crush structures
- Personal protective equipment (PPE)
Why ERG?
ERG has designed, developed, and delivered numerous Duocel® Energy Absorbers for critical applications. We have the experience and engineering expertise, including an in-house test laboratory and database, to precisely adjust the Duocel® parameters to meet the mechanical and performance requirements for a wide range of designs. ERG has a 50-year history of making quality Duocel® materials and is certified to AS9100 Rev D. ERG is a vertically integrated company focused on customer service and turning ideas into production parts.
Advantages
- Lightweight
- High strength-to-weight ratio
- Customizable strength
- Isotropic compression
- Resistant to harsh environments
- Adjust relative density to control stress-strain behavior – Larger ligament cross section results in a stronger structure
- Custom shapes can control impact area
- Open celled structure significantly reduces unwanted rebound
- Easily integrates into an assembly/system
Download More Information:

{kind=link}
{kind=link}